![[Translate to English:] Zur Startseite des SFB Farbige Zustände](/fileadmin/user_upload/sites/sfb1232/Logos_und_Bilder/SFB1232-quer.png)
P03 – Planning and Control of Defining and Testing Processes of Microstructures
P03 - Sample Tracking
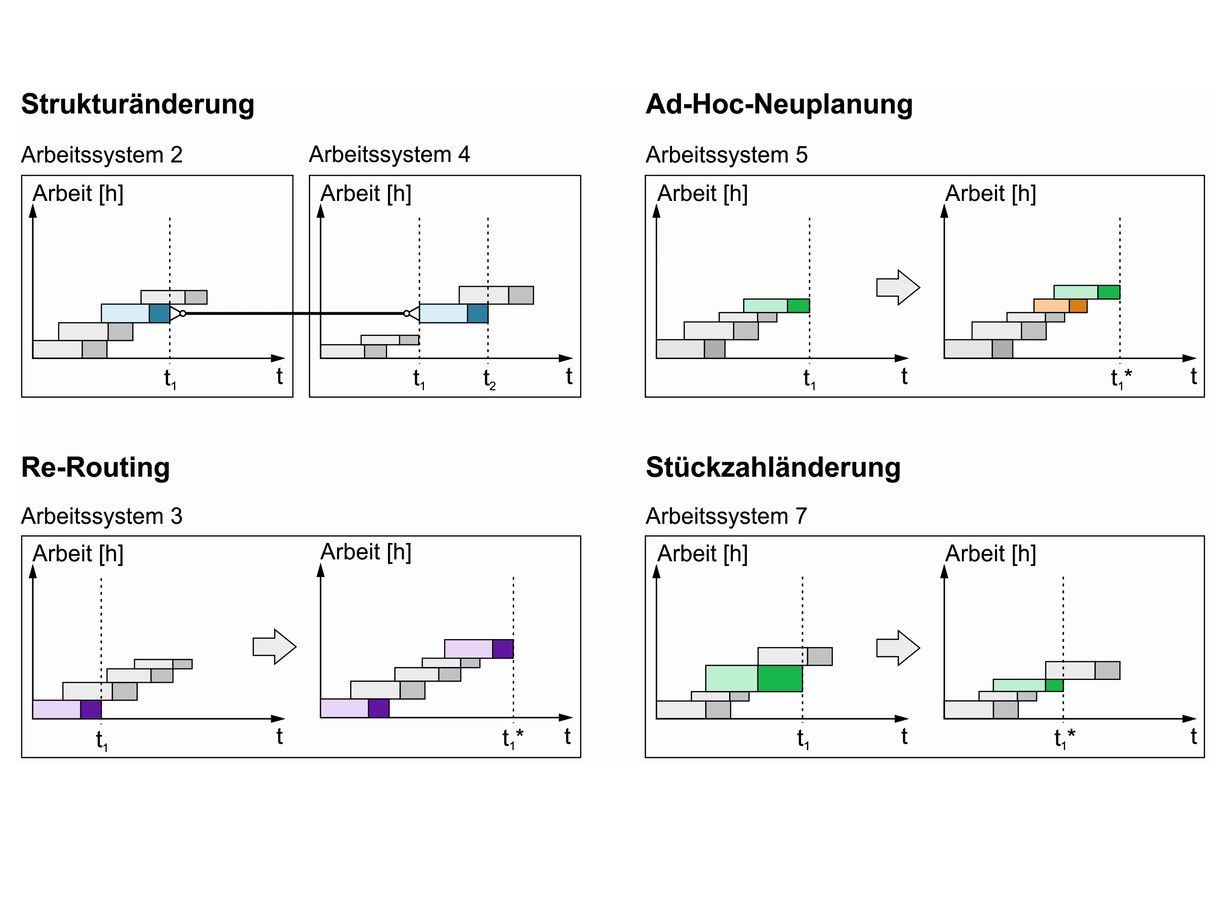
Process steps of forming processes, microstructuring processes and investigation procedures are connected logistically in a holistical planning and controlling approach. Targets are to generate maximum throughput considering additional restrictions and the rapid valuation of the properties of individual alloys. The considered restrictions include a variable system layout of the high-throughput system and a dynamic testing effort. A method is developed in subproject P03 that optimizes the logistical target figures of the high-throughput system using a detailed utilization planning and systematic production management. In this context the development of a control algorithm is required, which performs with regard to the utilization the tasks of generating, releasing and sequencing of individual examination orders. Those planning and controlling tasks are significantly extended by additional restrictions caused by the characteristic of material testing in a high-throughput system. Because of the high dynamics of the system due to ad hoc changes of plans by a revolving adjustment of test plans in subproject P02, high requirements are to be fulfilled to the assignment planning. Especially the spontaneous repeating of individual sub processes, changes in the scope of testing and temporarily timed sequences are considered. As a result, the test sequences of orders, which are already in the high-throughput system are variable. These dynamic changes in the inspection efforts also have to be taken into account in production control. The main task of the planning method is to achieve equal utilization of all working systems, to minimize the temporal changes (see figure) while significantly increasing the throughput of the system. Furthermore, structural restrictions of the high-throughput system must be taken into account, which require a postponement of the planned completion date t1 (see figure) of examination. Process-related, temporary chains of individual test sequences occur at structural changes that cause a coupling of following processes and lead to a capacity loss. A postponement of the testing schedule within a station is induced by ad hoc changes and re-routing. To force deviations from the planned order flow, a short-term adjustment has to be made to the test sequence and the samples that are to be tested.
The routing of orders in the high-throughput system is based on the findings of the system of hypothesis and the results of the predictor function within subproject P01 as well as the testing plans which are generated in subproject P02. Based on these principles a test sequence is determined that increases throughput. After completing every test, the test sequence is revolving determined in subproject P02 and implemented by a utilization plan that is developed in subproject P03. This holistic approach enables ad hoc rescheduling if the testing sequence changes by taking the test results into account and is for example repeated as part of re-routings. Findings like throughput are reported back to the subproject P01 for a consideration in the system of hypotheses. The process of high-throughput testing shows a complex material flow structure with return flows, process alternatives and time coupled sequences of sub processes. By considering the influencing factors and restrictions – for example varying processing times and disturbances – in the planning and process control an optimum of short lead times, high throughput and utilization is achieved.
Publications
Schneider, D.; Funke, L.; Tracht, K.: Logistische Steuerung von Hochdurchsatzsystemen: Steuerung von Mikroproben in einem System mit mehreren Prüfstationen. In: wt Werkstattstechnik online, 105 (2015), Heft 11/12, S. 818-823.
Onken, A.-K.; Bader, A.; Tracht, K.: Logistical Control of Flexible Processes in High-throughput Systems by Order Release and Sequence Planning. In: Procedia CIRP, 52 (2016), S. 245-250.
Head
Prof.Dr.-Ing. Kirsten Tracht
pgtprotect me ?!uni-bremenprotect me ?!.de
Project Management
Alexander Bader
baderprotect me ?!bimeprotect me ?!.de